4. Основные технологические схемы производства макаронных изделий
Производство любого вида макаронной продукции всегда состоит из перечисленных выше стадий, однако вид вырабатываемых изделий, а также наличие на фабрике того или иного оборудования определяют технологическую схему производства этих изделий на какой-либо конкретной фабрике. Макаронные фабрики в настоящее время изготавливают длинные изделия по трем схемам, а короткие - по двум. Рассмотрим отличительные особенности каждой из этих пяти схем.
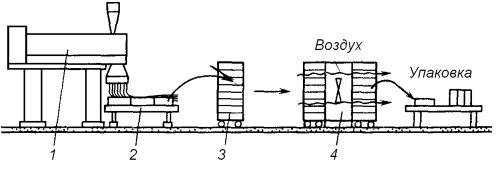
Схема производства макарон с сушкой в лотковых кассетах. По этой схеме (рис. 12.7) вырабатывают макароны любого диаметра длиной 20÷25 см.
Рис. 12.7. Схема производства макарон с сушкой в лотковых кассетах.
Выходящую из матрицы пресса 1 прядь сырых макарон с помощью катающегося стола 2 укладывают в лотковые кассеты и разрезают. На многих предприятиях эта операция механизирована, ее выполняют раскладочно-резательные машины.
Заполненные сырыми изделиями кассеты перекладывают на вагонетки 3 или тележки и перевозят в сушильное отделение. Здесь установлены бескалориферные сушильные шкафы 4, к которым плотно подставляют вагонетки с заполненными кассетами, либо вручную перекладывают кассеты из тележки в сушильный шкаф. Сушка заключается в том, что поток воздуха из вентилятора сушильного аппарата проходит через макароны, уложенные в кассеты. По окончании сушки готовые изделия в вагонетках или на тележках поступают в упаковочное отделение, где изделия после остывания и отбраковки фасуют вручную или укладывают в крупную тару насыпью. Пустые кассеты в вагонетках или на тележках подают к прессу, где процесс повторяется снова.
Основные недостатки кассетного способа производства макарон состоят в том, что затрачивается много ручного труда и макароны всегда получаются искривленными. Однако до сих пор по такой схеме в нашей стране вырабатывают основную массу макарон. Объясняется это тем, что кассетный способ не требует сложного и дорогого оборудования (сушильные шкафы, вагонетки и тележки изготавливают в мастерских макаронных предприятий) и больших площадей.
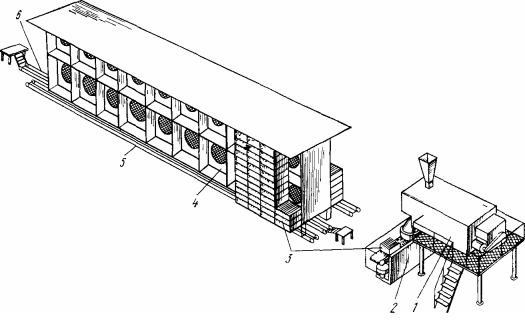
В последние годы с целью доведения ручного труда до минимума при кассетном способе производства макарон на ряде предприятий созданы механизированные поточные линии. На рис.12.8 приведена схема одной из таких линий. Выпрессовываемая шнековым прессом 1 прядь макарон поступает в раскладочно-резательную машину 2, где происходят механическая укладка и резка макарон в лотковые кассеты 3.
Рис. 12.8 Механизированная поточная линия для производства макарон с сушкой в лотковых кассетах.
Заполненные кассеты укладывают вручную стопками на два цепных транспортера 5, проходящих по обеим сторонам сушилки 4. Сушилка представляет собой несколько шкафных сушильных аппаратов, установленных в ряд. При медленном перемещении стопок кассет транспортерами происходит высушивание макарон.
Сухие макароны вынимают из кассет на упаковочном столе 6, а пустые кассеты подают к раскладочно-резательной машине для очередного заполнения сырыми изделиями.
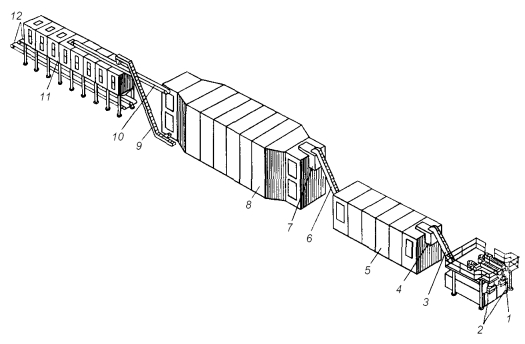
Схема производства длинных макаронных изделий на автоматизированных поточных линиях с сушкой подвесным способом. По этой схеме пока изготавливают сравнительно небольшое количество макаронных изделий. Однако благодаря высокой степени механизации и автоматизации всех технологических процессов, осуществляемых непрерывно-действующими машинами и агрегатами, входящими в состав линий, этот способ производства высококачественных макаронных изделий (макарон особых и соломка, вермишели и лапши) получает все большее распространение. В настоящее время по этой схеме в макаронной промышленности работают линии итальянской фирмы «Брайбанти» и подобные им отечественные линии Б6-ЛМГ, Б6-ЛМВ и ЛМБ.
На рис.12.9 изображена схема линии Б6-ЛМВ. Непрерывно-действующий пресс 2 выпрессовывает через прямоугольную матрицу пряди, которые специальным автоматом (саморазвесом) 1 развешиваются на бастуны. В таком состоянии они поступают на сушку.
Рис.12.9. Автоматизированная поточная линия Б6-ЛМВ для производства длинных макаронных изделий.
Сначала пряди макарон проходят сушку в предварительной сушилке 3, где интенсивно удаляется влага из полуфабриката, а затем в окончательной сушилке 4, в которой влага медленно удаляется из изделий. В сушилках бастуны с изделиями перемещаются транспортерами, расположенными в несколько ярусов. Высушенные изделия на бастунах поступают в стабилизатор-накопитель 5, а затем машиной 6 снимаются с бастунов и поступают на упаковку. Порожние бастуны цепным транспортером подаются к саморазвесу. Обычно линии укомплектовывают фасовочными машинами для упаковки продукции в коробочки.
Схема производства длинных изделий на автоматизированных поточных линиях с предварительной сушкой на рамках и окончательной сушкой в цилиндрических кассетах. По этой схеме изготавливают длинные макаронные изделия на автоматизированных поточных линиях французской фирмы «Бассано». В нашей стране работают две такие линии. Линия включает в себя макаронный пресс, расстилочную машину, предварительную и окончательную сушилки, стабилизатор-накопитель и группу упаковочных машин. Основные преимущества этой схемы – отсутствие сухих отходов и получение абсолютно прямых изделий одинаковой длины. Достигается это тем, что разрезанные на отрезки одинаковой длины макаронные изделия после предварительной сушки на рамках проходят окончательную сушку внутри вращающихся цилиндрических кассет. Таким образом, изделия высушиваются в процессе непрерывного перекатывания по внутренней поверхности цилиндрических кассет, что делает их абсолютно прямыми.
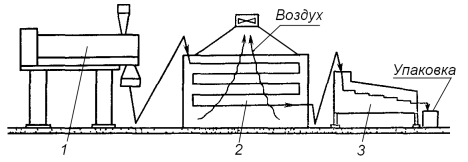
Схема производства короткореэаных изделий на комплексно-механизированных поточных линиях. Линия (рис.12.10) состоит из двух основных элементов: шнекового макаронного пресса 1 и сушилки непрерывного действия 2.
Выпрессовываемые изделия непрерывно нарезаются каким-либо механизмом для резки коротких изделий и подаются на верхнюю ленту паровой конвейерной сушилки. Постепенно пересыпаясь с верхней ленты на нижележащую, изделия обдуваются нагретым сушильным воздухом.
Рис. 12.10. Схема комплексно-механизированной поточной линии для производства короткорезаных изделий
Высушенные изделия охлаждаются чаще всего в виброохладителях 3 или просто на ленточных транспортерах достаточной длины, подающих их в упаковочное отделение.
Высокая степень механизации, гибкость схемы, большая производительность дали ей широкое распространение в нашей стране в послевоенные годы.
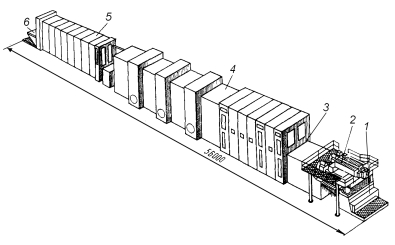
Схема производства коротких изделий на автоматизированных поточных линиях. Выработка макаронных изделий по этой схеме отличается от производства по предыдущей более высокой степенью механизации и автоматизации процессов, более высоким качеством получаемых изделий в связи с использованием более продолжительной сушки, осуществляемой в три этапа – предварительная подсушка, предварительная и окончательная сушка.
Помимо матриц и режущих механизмов для получения короткорезаных изделий линии обычно укомплектовывают щелевидными матрицами для получения ленты теста и штампмашинами, что позволяет вырабатывать на них также штампованные изделия.
Линия (рис. 12.11) состоит из шнекового макаронного пресса 1, установки для предварительной подсушки 2, предварительной 5 и окончательной 8 сушилок, стабилизатора-накопителя 11, а также вспомогательных и транспортирующих устройств: ковшовых элеваторов 3, 6 и 9, раскладчиков изделий 4 и 7 и ленточных транспортеров 10 и 12.
Рис. 12.11. Автоматизированная поточная линия фирмы «Брайбанти» для производства коротких изделий.
5. Основные агрегаты макаронного производства – прессующее устройство и матрицы
Шнековые прессы классифицируют по числу корыт тестосмесителя (одно-, двух-, трех- и четырехкорытные), по числу прессующих устройств или прессующих шнеков (одно-, двух- и четырехшнековые), по наличию и месту вакуумирования теста (в тестосмесителе или в шнековой камере), по форме матрицы и по конструкции тубуса.
В настоящее время на наших макаронных предприятиях эксплуатируются отечественные макаронные прессы ЛПЛ-1М, ЛПЛ-2М и ЛМБ. Последние установлены в автоматизированных поточных линиях ЛМБ, а также автоматизированные поточные линии итальянской фирмы «Брайбанти», а французской фирмы «Бассано» - пресс ВВК 140/4.
Ростовский-на-Дону машиностроительный завод приступил к выпуску прессов серии Б6-ЛПШ производительностью 500, 750 и 1000 кг/ч готовых изделий.
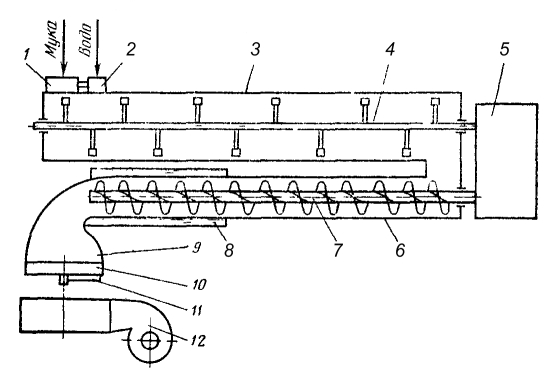
Для того чтобы понять принцип работы пресса и назначение отдельных его узлов рассмотрим технологическую схему однокорытного одношнекового макаронного пресса с круглой матрицей, представленного на рис. 12.12.
Технологическими узлами пресса являются дозаторы муки 1 и воды 2, тестосмеситель, состоящий из корыта 3 и вала 4 с лопатками, прессующее устройство, включающее шнековый цилиндр 6 с водяной рубашкой 8 и шнек 7, прессовая головка 9, сменная матрица 10, режущий механизм 11 и обдувочное устройство 12. Вращение валов тестосмесителя и шнека обычно осуществляется от единого привода 5.
Матрицы. Замес теста, уплотнение полученной крошковатой массы и формование сырых изделий осуществляются в настоящее время в едином агрегате - в шнековом макаронном прессе непрерывного действия, основным рабочим органом которого является матрица. Форма отверстий матрицы определяет вид выпрессовываемых изделий. Меняя матрицы, можно на одном и том же прессе получать практически любой вид макаронных изделий. Таким образом, прессы и матрицы являются основным оборудованием для замеса и прессования макаронного теста.
Кроме этого оборудования в тестоформовочных отделениях макаронных фабрик используются различные машины и механизмы для резки сырых изделий (на них мы остановимся в следующей главе), а также ряд вспомогательных машин, которые мы рассмотрим в этой главе.
Матрица наряду с прессующим устройством является основным рабочим органом макаронного пресса. Она обусловливает производительность пресса, вид изделий (форму и размеры поперечного сечения), в значительной мере влияет на качество продукта (степень шероховатости поверхности, прочность склеивания макаронных трубок и т. д.). Матрицы изготавливают из металлов, не поддающихся коррозии, обладающих достаточной прочностью и износостойкостью, с малой адгезионной способностью. Такими металлами являются бронза, латунь, нержавеющая сталь.
Матрицы бывают двух типов - круглые (дисковые) и прямоугольные. При помощи круглых матриц формуют все виды длинных и короткорезаных изделий, а также тестовые ленты для изготовления из них штампованных изделий. Прямоугольные матрицы используют для формования длинных макаронных изделий (макароны, вермишель, лапша разных видов), вырабатываемых на автоматизированных поточных линиях.
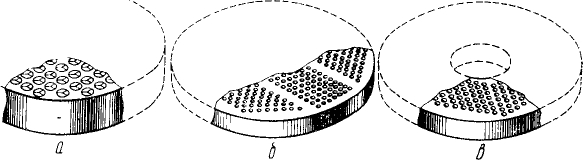
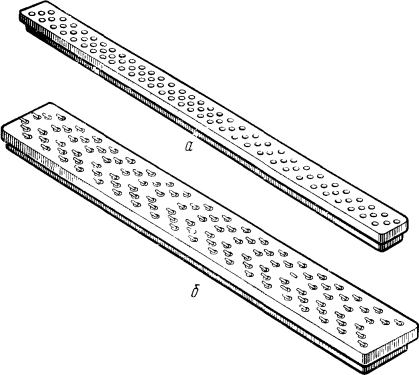
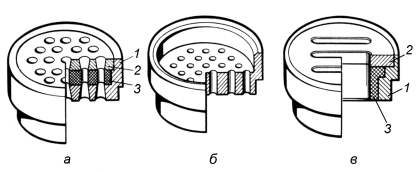
Круглые матрицы (рис.12.13). Матрицы в зависимости от толщины используют без опорных устройств или с опорными устройствами - колосниками. В матрицах с подкладными колосниками оставляют полосы, которые находятся над ребрами колосников, а в матрицах с накладными (подвесными) колосниками центральную часть занимает болт, с помощью которого крепится ребро колосника. В связи с этим на колосниковых матрицах меньше отверстий, чем на бесколосниковых.
Рис. 12.13. Круглые матрицы:а — бесколосниковая; б, в — колосниковые
Диаметр матрицы зависит от производительности пресса. В прессах ЛПЛ производительностью около 400 кг/ч используются матрицы диаметром 298 мм. В прессах ЛПШ устанавливают матрицы диаметром 350 мм.
Толщина матрицы должна отвечать условиям прочности. В шнековых макаронных прессах на каждый сантиметр площади поверхности матрицы тесто давит с силой до 100 кг и более. Матрицы диаметром 298 мм, имеющие толщину менее 60 мм, используются с опорными колосниками.
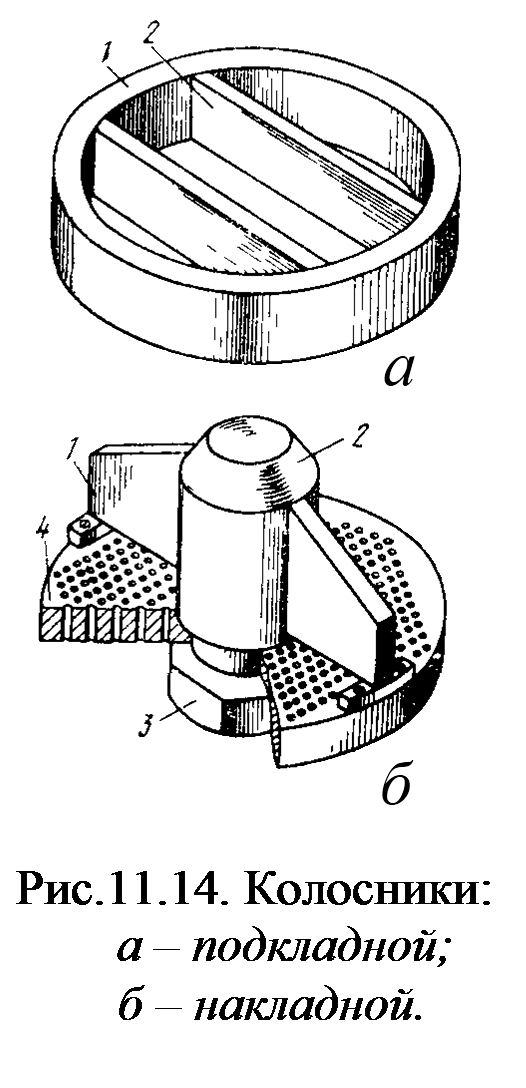
Подкладной колосник (рис.12.14,а) и состоит из обечайки 1 из полосовой стали с приваренными к ней стальными ребрами 2. Такие колосники чаще всего бывают двух- и четырехреберными. Наружный диаметр обечайки равен диаметру матрицы. Колосник устанавливают на кольцевую опору матрицедержателя, на который укладывают матрицу.
Матрицы с подкладными колосниками позволяют формовать изделия, которые режутся в подвесном состоянии - макароны, перья, вермишель, лапшу.
Накладной (подвесной) колосник (рис.12.14,б) состоит из стального ребра 1, вставленного в прорезь болта 2. Болт вставляют в отверстие матрицы 4 и прикрепляют к ней снизу гайкой 5. В этом случае матрицу устанавливают на кольцевую опору матрицедержателя пресса (как и бесколосниковую).
Матрицы с накладными колосниками позволяют формовать все виды как короткорезаных, так и длинных изделий.
Прямоугольные матрицы. Бывают однополосными и двухполосными. Однополосные матрицы используются в прессах автоматизированных поточных линий фирмы «Бассано», в которых выпрессовываемые изделия образуют одну прядь. Двухполосные матрицы применяются в прессах автоматизированных поточных линий с подвесной сушкой для получения двух прядей, развешиваемых одновременно на два бастуна.
В каждой полосе формующие отверстия размещены в несколько рядов с таким расчетом, чтобы на бастунах или на рольганговом столе они располагались в один слой (рис.12.15). Число рядов в матрице зависит от размера поперечного сечения изделий: в матрицах для макарон особых и лапши широкой в каждой полосе отверстия размещены в два ряда, для макарон соломка - в три, для вермишели тонкой - в семь рядов.
Прямоугольные матрицы для автоматизированных поточных линий выпускают длиной 995 и шириной 100 мм. Толщина матрицы может быть от 31 до 50 мм.
Рис. 12.15. Прямоугольные матрицы: а - однополосная; б - двухполосная.
Профили формующих отверстий. Формующие отверстия матриц бывают трех видов: с вкладышами для формования трубчатых и некоторых видов фигурных изделий; без вкладышей для формования всех видов изделий, кроме трубчатых и штампованных, и щелевидные для формования тестовой ленты, предназначенной для изготовления из нее штампованных изделий.
Отверстия с вкладышами являются наиболее сложными по конструкции и состоят из двух основных элементов: формующего канала, просверленного в теле матрицы, и закрепленного в нем вкладыша.
На рис.12.16 показаны дисковые вставки макаронных матриц. Дисковые вставки состоят из корпуса 1, фторопластовой прокладки 3 и предохранительного диска 2, защищающего фторопласт от нагрузок и повреждений при попадании в колодец посторонних предметов.
Рис.12.16. Дисковые вставки макаронных матриц: а,б – для вермишели; в – для лапши.
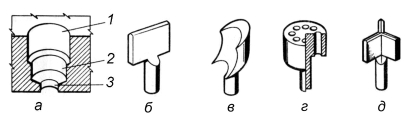
На рис. 12.17 показаны формующие элементы макаронных матриц с вкладышами.
Рис.12.17. Формующие элементы макаронных матриц с вкладышами:
а – профиль формующего канала: 1 – верхняя зона; 2 – переходная зона; 3 – формующая щель; б, в, г и д – двухопорные, серповидные, цилиндрические и трехопорные вкладыши.
6. Нормирование расхода сырья в макаронном производстве
Нормы расхода сырья. Технологические затраты и учтенные потери
Один из важных показателей работы макаронного предприятия - это расход сырья в соответствии с установленными нормами, т. е. максимально допустимыми затратами его на выработку единицы продукции.
В макаронном производстве плановая норма расхода сырья определяется количеством сырья (муки и добавок), приведенного к влажности 14,5%, требуемого для изготовления 1 т макаронных изделий влажностью 13,0%.
Нормы расхода сырья на 1 т изделий Нс, кг, зависят от технологических затрат и потерь в производстве, которые складываются из учтенных и безвозвратных потерь:
Нс = Зт + Пу + Пб,
где Зт - технологические затраты сырья, кг/т;
Пу и Пб - соответственно учтенные и безвозвратные потери сырья, кг/ч.
При выработке макаронных изделий без добавок норма муки является в то же время и нормой расхода сырья.
Технологические затраты представляют собой часть муки, которая используется непосредственно на производство макаронной продукции. При выработке изделий без добавок технологические затраты при плановой влажности муки (14,5%) и плановой влажности изделий (13,0%) составляют 1017,54 кг/т.
При выработке макаронных изделий с добавками часть сухих веществ муки заменяется сухими веществами добавок. В связи с этим плановая норма расхода муки на 1 т готовых изделий уменьшается:
при выработке яичных изделий на 29,2 кг/т;
при выработке изделий с увеличенным содержанием яичных обогатителей на 44,4 кг/т;
при выработке томатных изделий на 23,0 кг/т;
при выработке молочных изделий на 110,0 кг/т;
при выработке изделий «Детские» на 84,4 кг/т.
Учтенные потери представляют собой всевозможный санитарный брак муки, полуфабрикатов и готовой продукции (смет муки, тестовой крошки, сырых и готовых изделий, выбой из мешков; запачканный, закисший, заплесневелый полуфабрикат и продукт и т.п.), непригодный к повторной переработке.
Величина этих потерь зависит от типа и технического состояния технологического и транспортного оборудования, правильности ведения технологического процесса, уровня механизации, мощности предприятия, организации рабочих мест, общей культуры производства и некоторых других факторов. В зависимости от всего этого величина учтенных потерь обычно находится в пределах 2...4 кг/т (в расчете на 14,5 %-ную влажность муки).
Плановый норматив учтенных потерь устанавливают путем проведения опытных работ и непосредственных замеров всех видов смета и санитарного брака по участкам технологического процесса.
К безвозвратным потерям относят такие виды потерь, которые теряются безвозвратно, т.е. не входят в конечный продукт и не могут быть собраны в виде отходов. При плохой организации производства, недостаточном технологическом контроле и учете они могут составлять значительную величину.
Безвозвратные потери складываются из следующих элементов: потерь муки при транспортировании на склад фабрики (до подачи в производство); распыла муки в помещении фабрики при транспортировании ее к прессам, при замесе теста и т. п.; уноса муки с вентилирующим воздухом; потерь теста при чистке матриц; расхода на обязательные лабораторные анализы; потерь вследствие недостаточного химического контроля за влажностью муки и готовых изделий (неучтенная пересушка); остатков муки на таре и прочих потерь.
Величина безвозвратных потерь зависит от конструктивных особенностей и технического состояния оборудования, вентиляционных, аспирационных, транспортных устройств, уровня механизации производства, организации технохимического контроля и частоты смены матриц. Величина безвозвратных потерь неодинакова для предприятия разной мощности и обычно находится в пределах от 1 до 2 кг /т в расчете на 14,5 %-ную влажность муки (табл.12.1).
Таблица 12.1. - Предельно допустимые нормы учтенных и безвозвратных потерь муки при
производстве макаронных изделий (кг/т)
Виды потерь
Нормы потерь
Учтенные потери:
выбой из мешков
смет в мукопросеивательном отделении
смет в формовочном отделении
отходы в сушильном отделении
отходы в упаковочном отделении
расходы на лабораторные анализы
Безвозвратные потери
отсев (сход с сит мукопросеивателей)
унос с вентиляционным воздухом
потери с моечными водами
перевес при упаковывании
3,70
0,75
0,40
0,41
1,02
0,74
0,08
1,50
0,08
0,30
0,45
0,67
7. Качество макаронных изделий
Характеристика качества макаронных изделий
Качество выпускаемых макаронных изделий должно удовлетворять требованиям стандарта ГОСТ Р 51865. Качество изделий по этому стандарту оценивается по следующим показателям: цвет, поверхность, форма, вкус, запах, состояние после варки, влажность, кислотность, прочность (макарон), содержание лома, деформированных изделий и крошки, металломагнитной примеси и наличие вредителей хлебных запасов. Характеристика органолептических показателей на макаронные изделия приведена в табл. 12.2.
Цвет, поверхность, форма характеризуют внешний (товарный) вид изделий. Цвет должен быть однородным с кремовым или желтоватым оттенком, соответствующим сорту муки, без следов непромеса. Цвет изделий с добавками соответственно меняется.
Предпочтительным считается золотисто-желтый, янтарный цвет макаронных изделий, который получается при производстве изделий из крупки твердой пшеницы. Из крупки стекловидной пшеницы получают изделия кремово-желтого, из хлебопекарной муки высшего сорта - светло-кремового цвета, полукрупки твердой пшеницы - изделия с коричневым оттенком, а из полукрупки мягкой стекловидной пшеницы и хлебопекарной муки I сорта - изделия с серым оттенком.
Таблица 12.2. - Органолептические показатели качества макаронных изделий
Наименование показателей
Характеристика
Цвет
Поверхность
Излом
Форма
Вкус
Запах
Состояние изделий после варки
Соответствующий сорту муки, без следов непромеса (однотонными по цвету с кремовым или желтоватым оттенком).
Цвет изделий с использованием дополни-тельного сырья изменяется в зависимости от вида этого сырья.
Гладкая. Допускается шероховатость.
Стекловидный.
Соответствующая типу изделий.
Соответственный данному изделию, без постороннего вкуса.
Соответственный данному изделию, без постороннего запаха.
Изделия не должны слипаться между со-бой при варке до готовности.
Гладкая поверхность придает насыщенность цвету изделий, а шероховатая - белый оттенок.
Поверхность макаронных изделий должна быть гладкая. Допускается незначительная шероховатость. При формовании через матрицы с тефлоновыми вставками в формующих щелях всегда получаются изделия с гладкой поверхностью. При использовании матриц без вставок более влажное тесто дает изделия с менее шероховатой поверхностью.
Форма должна соответствовать наименованию. В макаронах, перьях, вермишели и лапше допускаются изгибы и искривления, не ухудшающие товарный вид изделий.
Вкус и запах должны быть свойственны данному виду изделий, без посторонних привкусов и запахов (горечи, затхлости, плесени и др.). Для макаронных изделий с добавками вкус соответственно меняется.
Состояние изделий после варки. При варке до готовности изделия не должны терять форму, склеиваться, образовывать комья, разваливаться по швам.
Содержание влаги изделий должно быть не более 13% (влажность изделий, отправляемых в районы Крайнего Севера и труднодоступные районы, а также морским путем не более 11%). Нормируется кислотность; зола, нерастворимая в 19% растворе соляной кислоты; сохранность формы сваренных изделий; сухое вещество, перешедшее в варочную воду; металломагнитная примесь; наличие зараженности амбарными вредителями, прочность макарон, содержание лома и крошки.
Контрольные вопросы.
Какие виды сырья, используется при производстве макаронных изделий?
Перечислите ассортимент и классификация макаронных изделий.
По каким признакам классифицируют макаронные изделия?
Перечислите основные стадии производства макаронных изделий.
В зависимости от влажности на какие типы подразделяют замес макаронного теста?
В зависимости от температуры на какие типы подразделяют замес макаронного теста?
Для чего нужна вакуумная обработка теста?
В чём заключается сущность процесса замеса макаронного теста?
В чём заключается сущность процесса прессования макаронного теста?
Какие способы применяются для сушки макаронных изделий?
Из каких операций состоит стадия разделки макаронного теста?
В чём заключается сущность стабилизации макаронных изделий?
Дайте характеристику качества макаронных изделий.
Как определяется плановая норма расхода сырья?
Как определяют нормы расхода сырья?
Что из себя представляют технологические затраты?
Что из себя представляют учтенные потери?
Какие виды потерь относятся к безвозвратным потерям?
 Главная
Главная