3. Технологические процессы подготовки зерна к помолу
Высокой технологической эффективности подготовки зерна в зерноочистительном отделении мукомольного завода достигают при соблюдении установленной последовательности операций, предусмотренных технологической схемой, правильной организацией подготовки и хорошей работой каждой машины в отдельности.
В зерноочистительном отделении желательно выделить всю сорную примесь, находящуюся в зерновой массе. Однако, как было отмечено раньше, это практически неосуществимо. Учитывая это, Правилами организации и ведения технологического процесса предусмотрены предельные нормы содержания сорной примеси в зерне, направляемом после очистки в размольное отделение. Например, в зерноочистительное отделение должно поступать зерно с содержанием сорной примеси не более 2%, а после очистки ее количество в зерне, направляемом в размольное отделение, должно быть не более 0,4%.
Разработаны общие принципиальные положения и приемы, рекомендуемые при построении схем технологических процессов подготовки зерна в зерноочистительном отделении. Можно выделить три отдельных этапа с самостоятельными задачами. На первом проводят предварительную очистку зерна от примесей (удаляют около 65...85% всех примесей) и обработку поверхности зерна в обоечных машинах; на втором осуществляют гидротермическую обработку зерна и на третьем этапе - повторную обработку поверхности зерна в обоечных и щеточных машинах и окончательную очистку зерновой массы. На последнем этапе завершают также кондиционирование зерна с окончательным увлажнением его оболочек и отволаживанием.
Формирование помольной партии проводят после бункеров для неочищенного зерна (промежуточная смесь) в начале технологического процесса его подготовки и после основного кондиционирования (окончательная смесь), смешивая промежуточные партии зерна после бункеров основного отволаживания. Предусматривают взвешивание зерна в автоматических весах до и после подготовки зерна для учета зерновой массы, поступающей на завод, и контроля за ритмичной работой зерноочистительного и размольного отделений мукомольного завода.
Технологический процесс подготовки зерна к помолу может быть организован одним или несколькими потоками в зависимости от вида помола и производительности завода. Для простых (обойных) помолов пшеницы и ржи, сложных помолов ржи, а также сложных помолов пшеницы на заводах производительностью до 200...250 т/сут организуют подготовку зерна одним потоком.
При двухпоточной подготовке зерна к помолу (рис.8.2) его направляют в бункера для неочищенного зерна, вместимость которых должна обеспечить 30-часовую работу размольного отделения. Под бункерами установлены дозаторы и шнеки, которые используют для составления промежуточной смеси зерна. Предусмотрен подогрев зерна в зимнее время до направления его на очистку.
На первом этапе установлено технологическое оборудование для выделения всех видов примесей. В воздушно-ситовом сепараторе выделяют грубые, крупные, мелкие, легкие, а в магнитном сепараторе - металломагнитные примеси. Очищенное в сепараторе зерно подают в камнеотделительную машину для удаления трудноотделимой минеральной примеси, а после нее - на группу триеров: вначале в куколеотборочную машину для выделения коротких примесей, а затем в овсюгоотборочную машину для удаления длинных примесей. Первичный этап подготовки зерна завершается очисткой его поверхности в обоечной машине после предварительного пропуска через магнитные сепараторы. Применение обоечных машин на данном этапе рекомендовано только при механическом транспортировании зерна. После обоечных машин легкие примеси и пыль с поверхности зерна удаляют в воздушных сепараторах (аспираторах).
На втором этапе подготовки принята обработка зерна с применением холодного кондиционирования с использованием моечной и увлажняющей машины и бункеров для основного отволаживания зерна. При высокой стекловидности зерна пшеницы рекомендуется применять двукратное увлажнение и отволаживание зерна. Загружают и разгружают бункера для отволаживания непрерывно, продолжительность нахождения зерна в них регулируют ско-ростью его движения.
Рис. 8.2. Примерная схема технологического процесса двухпоточной подготовки зерна пшеницы при сортовых помолах:
После кондиционирования зерновая масса поступает на окончательную (завершающую) очистку. На третьем этапе проводят эффективную очистку поверхности зерна в обоечных машинах и вторичную очистку зерновой массы в сепараторах. Завершают очистку поверхности зерна в щеточных машинах, удаление пыли с поверхности зерна в аспираторах, очистку от металломагнитных примесей, окончательное увлажнение поверхности зерна на 0,3...0,5% и его отволаживание в течение 15...30 мин. Очищенную и подготовленную зерновую массу после взвешивания подают в размольное отделение. Окончательно помольную партию формируют после завершения основного этапа кондиционирования с использованием дозаторов и смесителей после бункеров основного отволаживания зерна.
При подготовке зерна к макаронным помолам более тщательно очищают зерно пшеницы от семян сорных растений и других примесей трехкратным сепарированием в воздушно-ситовых сепараторах. Применяют только метод холодного кондиционирования, чтобы не изменить качество клейковины.
Для простых (обойных) помолов пшеницы и ржи и сложных помолов ржи рассмотренная технологическая схема подготовки зерна упрощается. Используют также холодное кондиционирование с обработкой зерна в увлажнительных машинах и отволаживанием в бункерах без применения мойки. При обойных помолах зерно перед подачей в размольное отделение не увлажняют. Остальные технологические приемы подготовки зерна остаются такими же, как и для сложных сортовых помолов пшеницы.
При очистке зерна от посторонних примесей некоторая полноценная его часть может попасть в отходы. Для извлечения доброкачественного зерна, из которого получают муку, отходы контролируют. Переработка такого зерна увеличивает выход муки. По существующей классификации отходы в зависимости от содержания в них доброкачественного зерна подразделяют на три категории: первую, вторую и третью. Отходы первой и второй категории используют в качестве компонентов для производства комбикормов, отходы третьей категории (некормовые) с содержанием до 2% годного зерна не могут быть реализованы.
Для контроля отходов применяют специальное оборудование: бураты (машины с вращающимися ситами), аспирационные колонки, контрольные камнеотделительные машины, триеры и др. Отходы контролируют по видам и этапам очистки и взвешивают.
4. Особенности технологических процессов с использованием комплектного
оборудования мукомольных заводов
Оснащение мукомольных заводов комплектным высокопроизводительным оборудованием позволяет значительно повысить его технико-экономические показатели в целом, так как при этом можно получить около 75% муки высшего сорта в результате более эффективной подготовки и переработки зерна в муку. Процесс подготовки зерна с применением нового оборудования имеет ряд существенных особенностей. Технологическая схема предусматривает предварительную очистку зерна и выделение мелкой фракции в элеваторе до его подачи на мукомольный завод. При этом содержание сорной примеси в зерновой массе снижается на 45...65%.
Окончательно подготавливают зерно в зерноочистительном отделении четырьмя параллельными потоками, что позволяет вести технологический процесс в оптимальном режиме в соответствии с заданными технологическими свойствами отдельных партий зерна. Интенсивную очистку поверхности зерна с частичным отделением верхних оболочек и увлажнением осуществляют в машинах мокрого шелушения, вместо машин мокрого шелушения применяют аппараты интенсивного увлажнения. В процессе холодного кондициионирования предусмотрена возможность трехкратного увлажнения и отволаживания зерна.
Для уничтожения вредителей хлебных запасов механическим путем и разрушения изъеденных и поврежденных зерен со скрытой зараженностью устанавливают энтолейторы, в которых зерно подвергается ударному воздействию вращающегося ротора.
Применение нового комплектного оборудования обеспечивает стабильность и высокую технико-экономическую эффективность всего технологического процесса, управление всем оборудованием с пультов, сочетаемое с удобством его обслуживания, эстетическим видом машин и высокой надежностью их работы.
5. Технологические процессы размола зерна
Технологический процесс размола подготовленного зерна осуществляют в размольном отделении мукомольного завода. Весь сложный процесс размола зерна направлен на то, чтобы как можно лучше отделить эндосперм от оболочек, зародыша и алейронового слоя при производстве сортовой муки. Потенциальные технологические ресурсы, например, зерна пшеницы значительны. В зерне содержится 77...85% крахмалистого эндосперма с зольностью 0,36...0,60%, при полном выделении которого в чистом виде можно выработать около 80% муки высшего сорта.
Измельчение зерна и промежуточных продуктов его переработки. Это − решающая операция технологического процесса производства муки. Под измельчением следует понимать разделение твердых тел, в данном случае зерна, на части под воздействием внешних сил.
Различают два вида измельчения: простое и избирательное. При простом измельчении твердые тела разрушают на части до определенной крупности для получения однородной смеси. При избирательном измельчении разрушают твердые тела, неоднородные по своему составу, для выделения затем определенных составных частей. Для этого измельчение повторяют многократно, последовательно, выделяя просеиванием на ситах группы измельченных продуктов различной крупности и качества.
Простое измельчение применяют при производстве обойной муки, когда практически все зерно равномерно измельчают до частиц заданной крупности. Избирательное измельчение используют при сортовых помолах для выделения из зерна максимального количества эндосперма в наиболее чистом виде и переработки его затем в муку.
На мукомольных заводах измельчение - основная и наиболее энергоемкая операция в технологическом процессе, от правильного построения которой зависят выход и качество муки, производительность предприятия, расход электроэнергии на единицу вырабатываемой продукции, себестоимость продукции. Для измельчения зерна и промежуточных продуктов предназначены вальцовые станки и машины ударноистирающего действия, получившие наибольшее распространение на мукомольных заводах.
Эффективность измельчения оценивают совокупностью количественных, качественных и энергетических показателей. К количественным показателям относят следующие: общее извлечение, представляющее количество измельченного продукта, прошедшего через отверстия сита установленного размера, и частное измельчение, характеризующее часть общего извлечения и определяемое количеством продукта, полученного проходом и сходом с сит определенного номера. Важен показатель И (%), учитывающий содержание проходовых частиц в продукте до и после измельчения
где Ик − количество извлеченной проходовой фракции продукта, полученной после машины (проход через сито определенного номера), %; Ин − количество проходовой фракции, содержащейся в продукте до его измельчения, %.
Качественные показатели измельчения оценивают зольностью различных продуктов измельчения, содержанием крахмала в оболочечных продуктах, содержанием клетчатки в продуктах измельчения зерна. Энергосиловые показатели измельчения определяют по удельному расходу электроэнергии на единицу вырабатываемой продукции. Этот показатель удобен для относительной оценки процесса измельчения.
Зерно или промежуточные продукты его переработки измельчают в вальцовом станке в клиновидном пространстве, образованном поверхностями двух цилиндрических параллельно расположенных вальцов, вращающихся навстречу друг другу с различными скоростями. Разрушение происходит при деформации сжатия и сдвига. В каждой самостоятельной секции вальцового станка расположено по одной паре измельчающих вальцов длиной 1000; 800 или 600 мм и диаметром 250 мм.
На измельчение в вальцовом станке оказывают влияние многие взаимосвязанные факторы, важнейшие из которых: технологические свойства зерна, геометрические и кинематические параметры вальцов, удельная нагрузка на вальцы.
Рассмотрим некоторые основные факторы. Среди показателей технологических свойств наибольшее влияние оказывают прочность, твердость, стекловидность и влажность зерновых продуктов. Установлено, что с повышением влажности возрастает качество продуктов измельчения (их зольность снижается) вследствие меньшей дробимости оболочек, однако при измельчении увлажненного зерна требуется затратить больше электроэнергии, чем при измельчении сухого зерна.
Важное значение имеют кинематические и геометрические параметры, главные из которых: межвальцовый зазор, уклон рифлей, взаиморасположение рифлей, плотность их нарезки, окружная и относительная скорость вальцов.
Величина межвальцового зазора при измельчении различных продуктов колеблется в сравнительно широких пределах (от 0,05 до 2 мм). Зазор устанавливают в зависимости от необходимой степени измельчения зерна и его частиц. Увеличением или уменьшением величины зазора можно изменить степень измельчения продукта, которую оценивают извлечением.
Рифли на вальцах располагают не параллельно образующей вальца, а под некоторым углом, величину которого (уклон) принято измерять в процентах. Увеличение угла наклона рифлей способствует повышению интенсивности измельчения. В зависимости от характеристики поступающего в вальцовый станок продукта и конкретной технологической задачи уклон выбирают в пределах 4...14%.
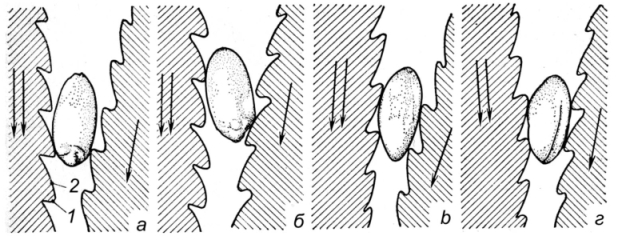
Благодаря тому, что вальцы работают в паре, можно осуществлять разные варианты взаимного расположения рифлей (рис.8.3): «острие по острию» (ос/ос), «спинка по спинке» (сп/сп), кроме того, могут быть промежуточные варианты ос/сп и сп/ос. Например, по варианту ос/ос грань острия рифли одного вальца в зоне измельчения взаимодействует через продукт с гранью острия рифли другого вальца. Интенсивность измельчения при переходе от варианта ос/ос к варианту сп/сп убывает, но при этом улучшается качество извлеченных продуктов.
Рис. 8.3. Варианты взаимного расположения рифлей на парноработающих вальцах:
а ‒ «острие по острию»; б ‒ «острие по спинке»; в ‒ «спинка по острию»;
г ‒ «спинка по спинке»; 1‒ острие; 2 ‒ спинка.
Плотность нарезки рифлей или число рифлей на 1 см окружности вальца зависит от типа помола, крупности измельчаемых частиц. С уменьшением размера измельчаемых частиц плотность нарезки рифлей возрастает. Число рифлей в зависимости от решаемой технологической задачи принимают 4...12. На завершающем этапе размола продуктов в муку в современных технологических схемах предусматривают установку станков с вальцами, имеющими микрошероховатую поверхность. Следует отметить, что эффективность микрошероховатых вальцов по количественным показателям ниже рифленых, однако качество извлекаемой муки при этом повышается, так как снижается степень измельчения имеющихся оболочек и вероятность попадания их в муку уменьшается.
Производительность станка, степень измельчения и расход электроэнергии взаимосвязаны и определяются наряду с перечисленными факторами также окружными скоростями вальцов.
Увеличение окружных скоростей способствует повышению производительности станка при незначительном увеличении расхода электроэнергии. Отношение окружных скоростей вальцов (К) также влияет на технологическую эффективность работы станка: при увеличении отношения, с одной стороны, возрастает степень измельчения, а с другой – ухудшается качество продуктов измельчения, что указывает на более интенсивное измельчение оболочек. С увеличением этого отношения расход электроэнергии возрастает. Значение К находится обычно в пределах от 1,0 до 3,0. Под удельной нагрузкой понимают количество продукта, поступившего на 1 см длины парноработающих вальцов в сутки [кг/(см∙сут)]. При уменьшении удельной нагрузки улучшается качество всех извлекаемых продуктов и муки, удельный расход электроэнергии снижается. Рекомендуемые средние удельные нагрузки на вальцовую линию соответ-ствующих видов помола регламентированы в Правилах, и их соблюдение способствует получению муки с высокими качественными показателями, ста-бильной работе оборудования размольного отделения мукомольного завода.
В результате многократного измельчения зерна в вальцовых станках для максимального выделения чистого эндосперма остаются оболочечные частицы, которые могут содержать около 10...14% эндосперма. Отделение оставшейся части эндосперма дальнейшим измельчением в вальцовых станках нецелесообразно в связи с большими затратами электроэнергии, интенсивным измельчением оболочек и др.
Для наиболее эффективного вымола остатков эндосперма из оболочек применяют специальные машины ударно-истирающего действия. Принцип действия машин заключается в интенсивном соударении и трении частиц между собой и о внутреннюю поверхность цилиндрического сита в результате воз-действия: на них вращающегося щеточного барабана (щеточные машины) или бичевого барабана (бичевые машины). Отделившийся эндосперм, частицы которого меньше размера отверстий сита, просеивается и удаляется из машины.
Эффективность работы машин оценивают количественными и качественными показателями, из которых наибольшее значение имеют извлечение эндосперма в виде муки и ее качество (зольность), степень вымола оболочек, определяемая по содержанию оставшегося в них крахмала. Так как крахмал содержится в основном в эндосперме, то его наличие в оболочечных частицах после машины позволяет судить о степени их вымола, т. е. отделения частиц эндосперма от оболочек.
Эффективность работы машины зависит от технологических свойств обрабатываемых продуктов (влажности, прочности оболочек и др.), параметров рабочих органов машины, нагрузки на машину. Например, выбирают такую нагрузку на машину, при которой достигают паспортной производительности машины и высокой эффективности вымола оболочечных частиц. Обеспечивают такую влажность оболочек, при которой они оставались бы достаточно вязкими и прочными и при вымоле не измельчались. Размеры отверстий сит цилиндра подбирают исходя из крупности обрабатываемых продуктов. При обработке крупных оболочечных продуктов рекомендовано применять сито с отверстиями Ø 0,8...1,4 мм, мелких Ø 0,7...0,8 мм.
Просеивание (сортирование) продуктов измельчения. В результате измельчения образуется смесь продуктов, частицы которой в значительной степени различаются своими размерами, качеством (добротностью), что существенно затрудняет их дальнейшую обработку. Поэтому полученную смесь продуктов измельчения следует направить в машины для ее разделения на составные, более однородные части (фракции).
Процесс разделения исходной смеси на ситах на составные, более однородные фракции, называют просеиванием. Для этого применяют тканые сита, изготовленные из стальных (металлических), капроновых или шелковых нитей, которые имеют отверстия квадратной формы и различных размеров, т. е. каждое сито имеет свой номер. Так, номер металлотканного сита устанавливают по размеру стороны отверстия: размер стороны 0,95 мм соответствует номеру сита № 095, если размер равен 2,5 мм, то номер сита № 2,5 и т. д. Номер капроновых сит определяют по числу отверстий, приходящихся на 1 см. Например, если сито № 35, то это означает, что на 1 см длины сита приходится 35 отверстий.
В мукомольном производстве при сортовых помолах пшеницы, технологический процесс которых основан на получении крупочных продуктов, применяют классификацию промежуточных продуктов измельчения по крупности. В соответствии с этой классификацией фракции продуктов, полученных при просеивании, подразделяют по крупности и качеству: на верхние сходовые продукты (наиболее крупная фракция); крупки – крупную, среднюю, мелкую; дунст — жесткий, мягкий; муку (самая мелкая фракция).
Крупность каждой из перечисленных самостоятельных фракций устанав-ливают номерами двух сит: номер сита, проходом через которое продукт просеялся, и номер сита, с которого он ушел сходом. Например, крупная крупка может быть получена проходом металлотканного сита № 1 и сходом с сита № 056, мягкий дунст проходом капронового сита № 29 и сходом с сита № 46.
С понятием крупности промежуточных продуктов связано представление о их качестве. Как правило, чем больше крупность продукта, тем больше содержится в нем оболочек и тем выше его зольность. Так, зольность крупной крупки составляет 0,9...2,0%, мелкой 0,6... 1,0%, мягкого дунста 0,50...0,80%. Если зольность продуктов укладывается в указанные пределы, то их обычно относят к продуктам первого качества и используют для выработки муки высшего и первого сортов. Если зольность превышает, то их относят к продук-там второго качества. При простых обойных помолах продукты подразделяют на две фракции — сход и муку.
Для сортирования измельченных продуктов по крупности в качестве основных машин используют рассевы. По исполнению ситовых корпусов рассевы делят на пакетные и шкафные. В рассевах пакетного типа сита натягивают на плоские деревян-ные рамы и укладывают друг на друга. В рассевах шкафного типа ситовые рамы выдвижные. Продукт на горизонтально расположенных плоских ситах, совершающих круговое поступательное движение, проходя по ситовым рамам сверху вниз, постепенно разделяется на фракции.
Учитывая, что на различных этапах и системах технологического процесса набор промежуточных продуктов неодинаков, для их просеивания выпускают рассевы с различными технологическими схемами, которые представляют собой определенную последовательность движения сортируемых продуктов по ситам. Обычно их изображают условно с указанием группировки сит по номерам, числа сит в каждой группе и получаемых в результате просеивания сходов и проходов.
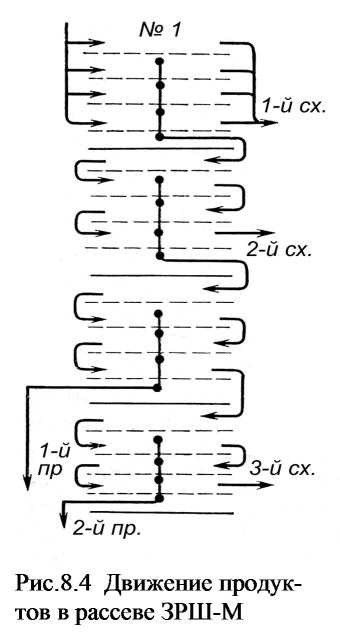
Каждая группа сит выполняет заданную технологическую задачу и разделяет исходную смесь поступившего продукта на две фракции — сходовую и проходовую, одну из которых выводят из машины, а другую направляют на последующую группу сит для дальнейшего сортирования (рис.8.4). Движение продукта в каждой группе сит также неодинаково. Оно может быть параллельным, последовательным или комбинированным, наиболее распространенным в рассевах.
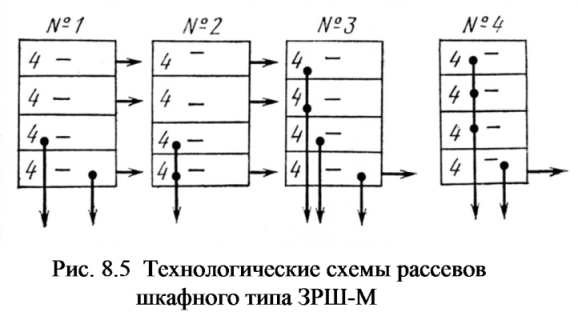
Наибольшее применение получили рассевы шкафного типа (рис. 8.5), изготавливаемые по четырем технологическим схемам (схемы № 1, 2, 3 и 4).
Схема № 4 рекомендуется для мукомольных заводов обойного помола пшеницы и ржи, схему № 2 используют при сложных помолах ржи и т. д.
Эффективность сортирования в рассеве обычно оценивают: удельной нагрузкой – коли-чеством исходной смеси, поступающей в машину в единицу времени [кг/(сут∙м2)] коэффициентом недосева – относительным содержанием мелких, проходовых фракций в сходе с сита; коэффициентом извлечения – отношением количества просеянного продукта к количеству той же фракции продукта, содержащейся в исходной смеси.
Эффективность работы рассевов в целом характеризуется удельной нагрузкой, равной отношению суточной производительности завода к общей просеивающей поверхности рассевов. По просеивающей поверхности рассевов определяют производственную мощность мукомольного завода.
Эффективность рассортирования исходного продукта на фракции в значительной степени зависит от гранулометрического состава исходной смеси и ее физико-механических свойств, удельной нагрузки, размеров отверстий сит, способа очистки сит и ряда других факторов.
От правильной организации и соблюдения установленных режимов работы просеивающих машин во многом зависят конечные результаты.
Выделенные при сортовых помолах пшеницы в результате сортирования в рассевах самостоятельные фракции продуктов достаточно однородны по геометрическим размерам, но в то же время отдельные частицы неоднородны по содержанию эндосперма – по добротности (качеству). Среди них встречаются как свободные частицы эндосперма и оболочек, так и сросшиеся. Так как свободные частицы эндосперма и оболочек значительно различаются по аэродинамическим свойствам и плотности, то они могут быть сравнительно легко разделимы по данным признакам.
 Главная
Главная 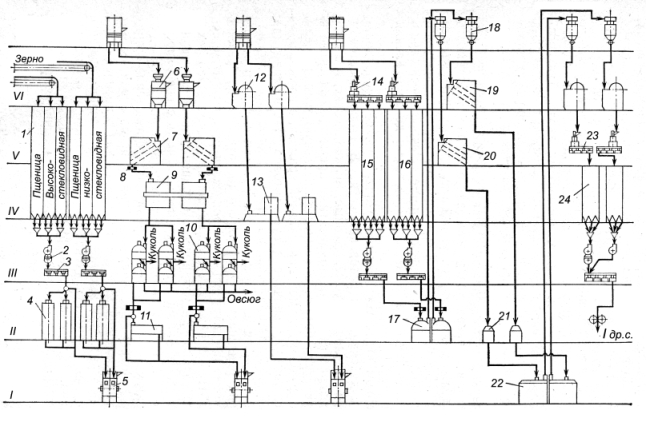
 Эффективность работы рассевов в целом характеризуется удельной нагрузкой, равной отношению суточной производительности завода к общей просеивающей поверхности рассевов. По просеивающей поверхности рассевов определяют производственную мощность мукомольного завода.
Эффективность работы рассевов в целом характеризуется удельной нагрузкой, равной отношению суточной производительности завода к общей просеивающей поверхности рассевов. По просеивающей поверхности рассевов определяют производственную мощность мукомольного завода.
